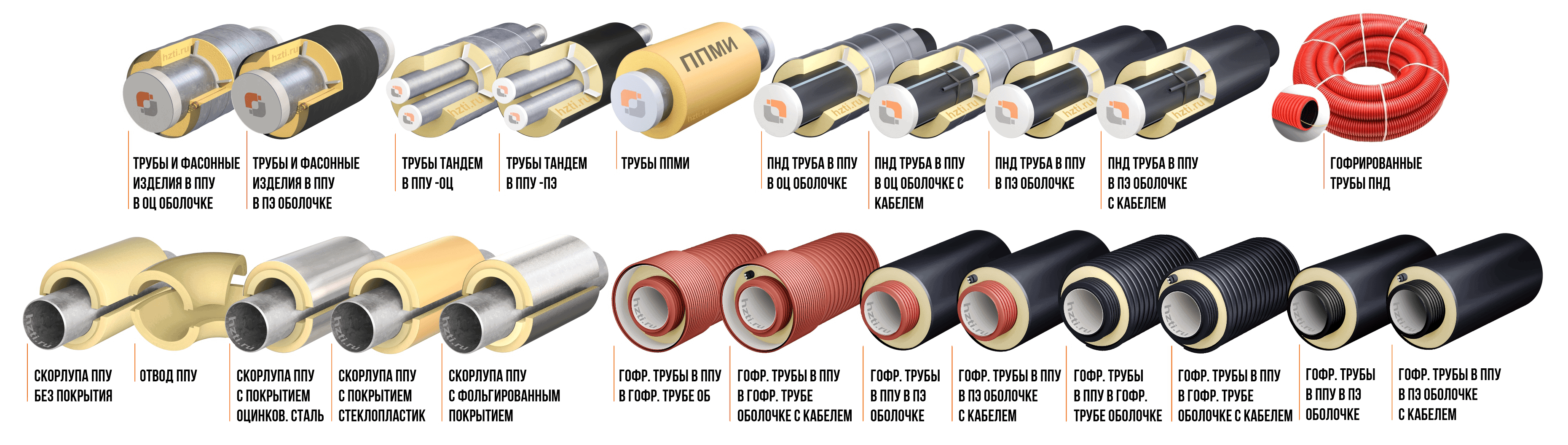
ООО «ХЗТИ» производит гофрированные одностенные и двустенные трубы ПНД для защиты электропроводки и кабельных линий диаметром от 50 до 160 мм.
Подробнее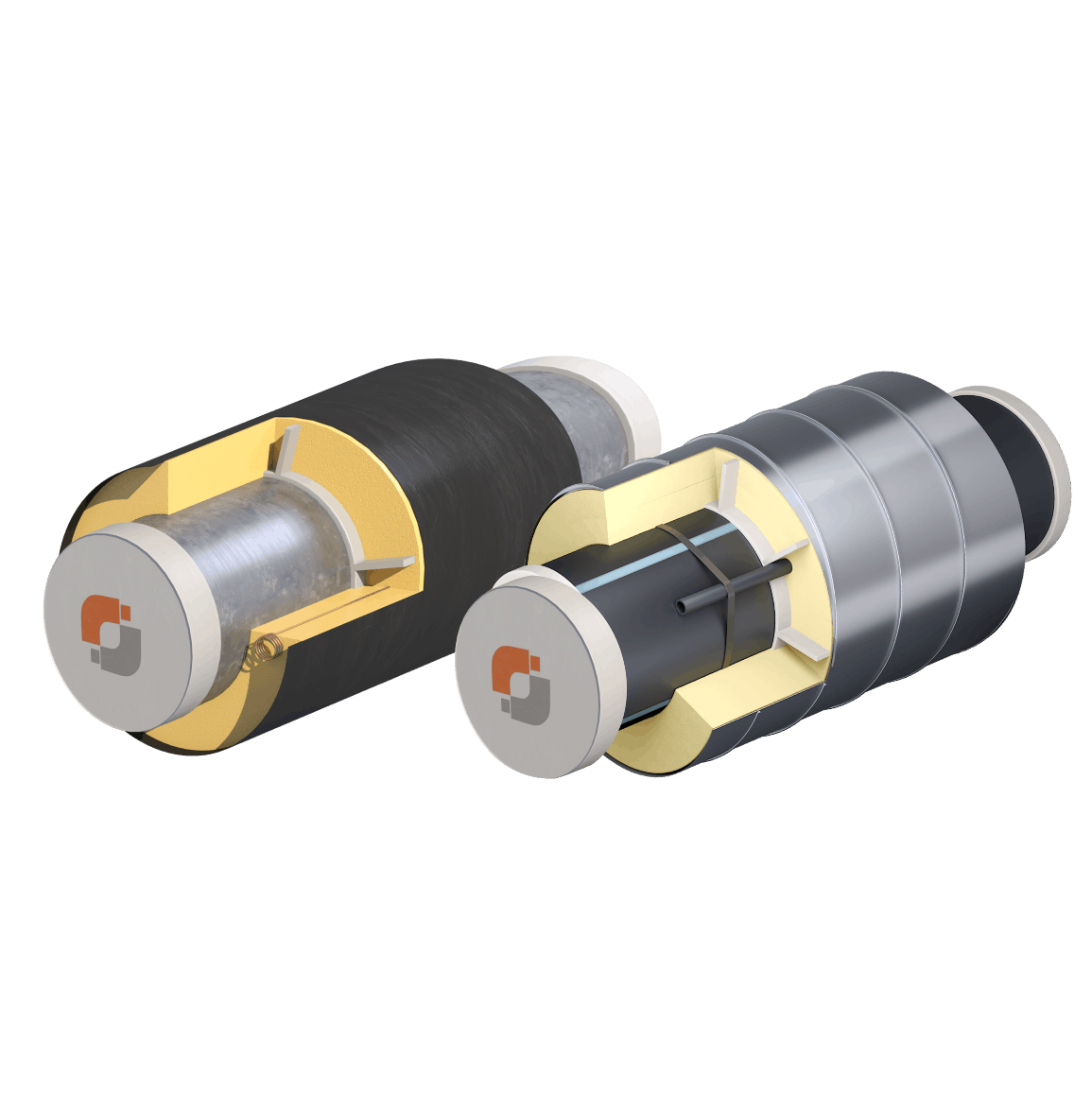
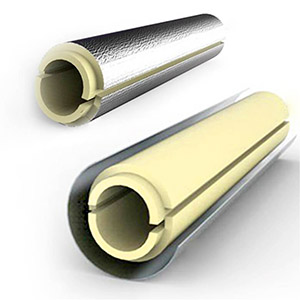
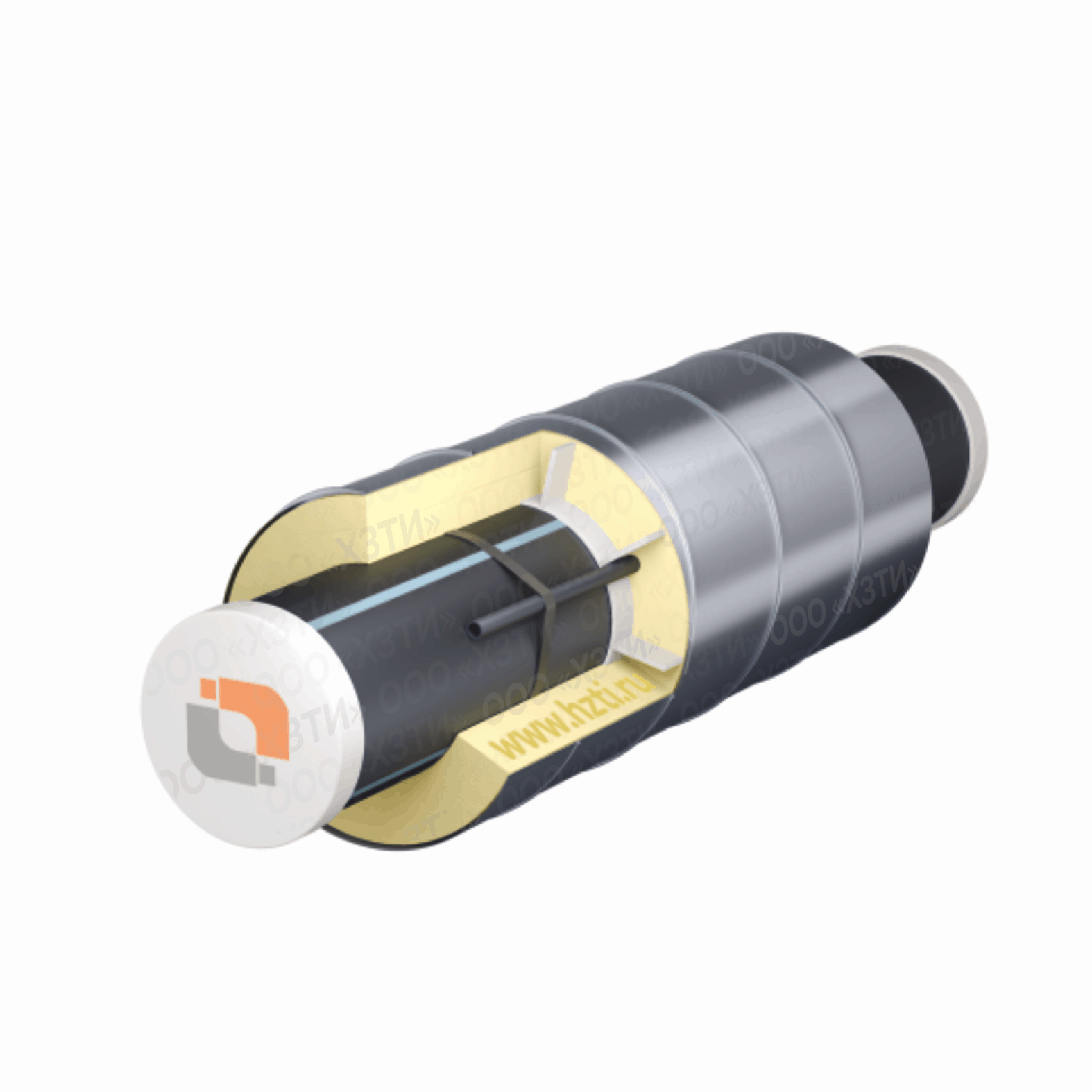
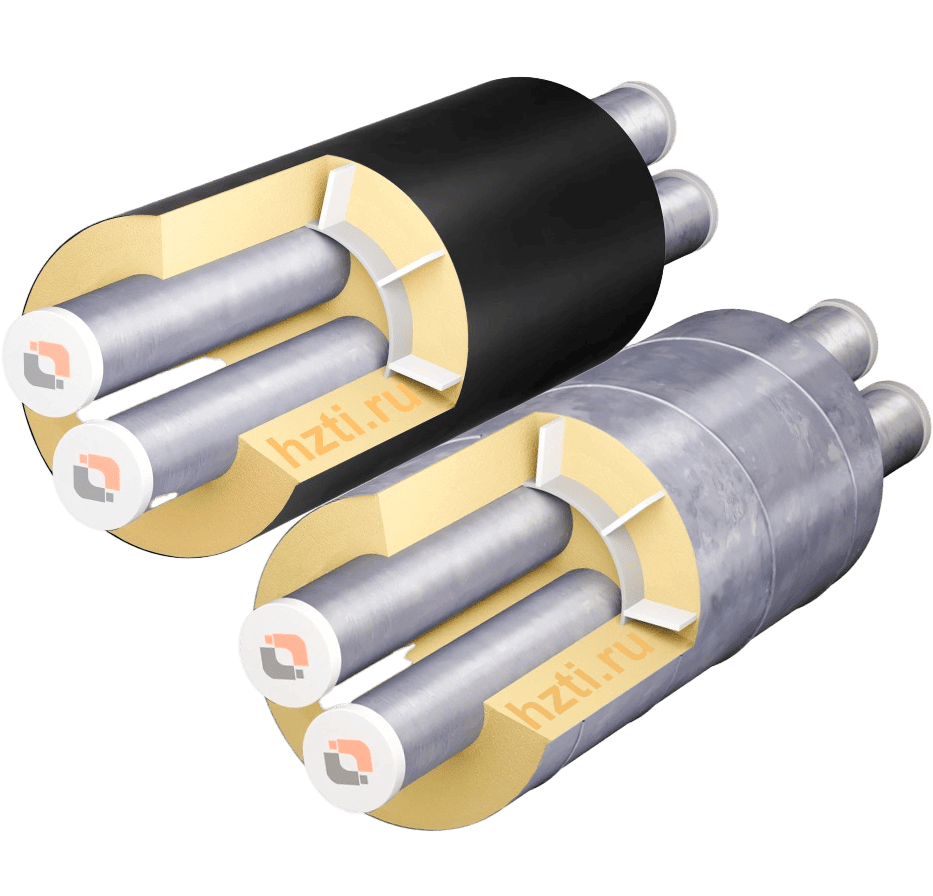
ООО "ХЗТИ" предлагает услугу по изоляции стальных трубы и ПНД труб в ППУ изоляции с полиэтиленовой оболочкой или оболочкой из оцинкованной стали
Подробнее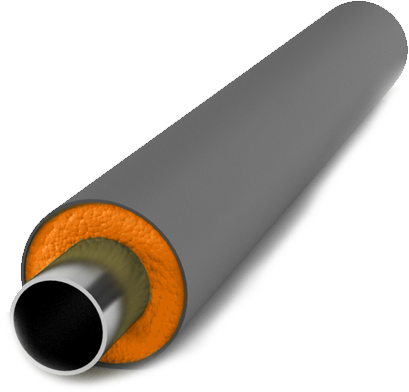
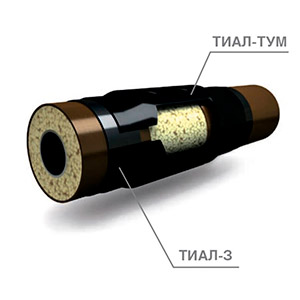
Производим изделия из пенополиуретана, трубы, фитинги, изоляцию и многое другое
Подробнее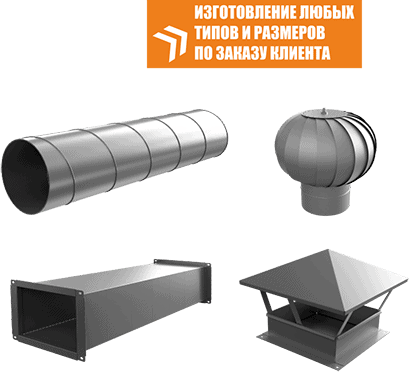
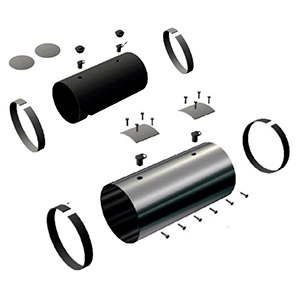
Производим воздуховоды и фасонные изделия для систем вентиляции и дымоудаления из оцинкованной, черной и нержавеющей стали
Подробнее

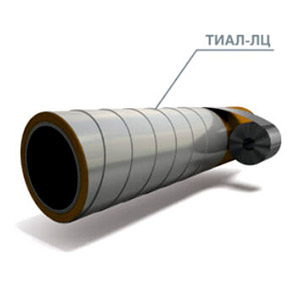
Взять подготовленный рулон и отмотать ленту, длиной не менее 1 метра. Прогреть газовой горелкой внутренний клеевой слой отмотанного куска до блеска клея. Установить прогретый участок ленты на трубу, клеевым слоем вниз, по ранее установленным разметкам под требуемым углом намотки, обеспечивающим необходимый нахлест витков один на другой.

Прижать конец ленты к поверхности теплоизоляции, до момента прилипания адгезионного слоя ленты к поверхности теплоизоляционного слоя. После первого полного витка дальнейшая намотка осуществляется с нахлёстом витков.

С натягом, обернуть участок поверхности трубы (не более 2-3 витков) спиральной намоткой ленты, обеспечивая нахлест витков ленты друг на друга не менее 20-30 мм.

Провести усадку термоусадочного (полиэтиленового) слоя ленты пропановыми горелками, не допуская возгорания теплоизоляционного слоя. Операцию усадки ленты ТИАЛ-ЛЦ (П) следует производить с начала намотки ленты, двигаясь по спирали, усаживая каждый виток и прикатывая роликом или рукой в термостойкой перчатке. Нахлест витков ленты после операции усадки термоуса-живающегося слоя должен составлять не менее 20 мм., с обязательным выступанием адгезионного подслоя ленты в зоне нахлеста витков из под термоусаживаемого слоя на 3 -10 мм.

В процессе усадки постоянно контролировать температуру нагрева ленты, избегая образования пузырей и прожигания ленты. В случае образования пузырей необходимо осуществлять прикатку покрытия валиком или рукой в термостойкой перчатке, с усилием, достаточным для плотного прилегания ленты к поверхности изоляции. Закончить усадку необходимо широкими движениями горелки (горелок) вдоль всей поверхности изолируемого участка.

Мы можем предложить клиентам нашей компании несколько способов доставки:
Мы отправляем продукцию не только автодоставкой. Учитывая объем произведенной продукции и удаленность населенного пункта заказчика, сотрудники ХАБАРОВСКОГО ЗАВОДА ТРУБНОЙ ИЗОЛЯЦИИ подберут наиболее подходящее предложение:
Сотрудники нашей компании подберут самый подходящий вариант, организуют доставку так, чтобы ваш груз пришёл вовремя в целости и сохранности.
По безналичному расчёту - перечислением на расчетный счет предприятия
Перед отгрузкой просим согласовать дату и время по телефону с Вашим менеджером.
Более подробную информацию вы можете получить по телефону 8 (4212) 590-552
Мы всегда готовы оказать вам грамотную консультационную поддержку, предоставить подробную информацию о товарах и услугах по теплоснабжению. Получить ответы на вопросы можно по телефону 8 (4212) 590-552 или заполнив форму ниже. Обратная связь будет быстрой.
Единый телефон обслуживания:
8 (4212) 590-552Не можете определиться?
Проконсультируем и предоставим подробную информацию о товарах и услугах. Получить нашу консультацию Вы можете по телефону 8 (4212) 590-552 или заполнив данную форму
 Выбрать город
Выбрать город